
3D Printing, or Direct Digital Manufacturing, is changing the way foundries do business. By bringing Fused Deposition Modelling (FDM) production systems in-house, or getting patterns printed at a 3D Printing service bureau like RedEye Australasia, foundries are saving time and money on traditional tooling methods.
A true example of the savings
A local Australian company recently purchased a Fortus Production System specifically for sand casting moulds. Traditionally they made the patterns for sand casting with aluminium tools. These tools cost around $14,000 and would take 2-3 weeks to produce using CNC, which they outsourced.
They now own their own FDM production system and are producing moulds using thermoplastic materials which cost only $1,400 and take less than two days to produce, in-house.
See savings below:
Method |
Cost |
Time |
|
CNC Moulds |
$14,000 |
14-21 days |
|
FDM Patterns |
$1,400 |
< 2 days |
|
SAVINGS |
$12,600 (90%) |
12-19 days (86-90%) |
Matt Minio, Managing Director Objective3D, said "the FDM 3D production systems are ideal for producing sand casting patterns. Regardless of size, there are dramatic time and cost savings over traditional CNC machining and the entire process can be managed in house. Warehousing patterns for years on end can be a thing of the past, because of the low cost to reproduce your pattern from your own 'digital' library."
Other Applications of 3D Printing
Stratasys 3D Printers can build manufacturing tooling in production-grade thermoplastics, including high-performance engineering thermoplastics like ULTEM 9085. With FDM Technology like the Fortus production system, you can produce jigs, fixtures, tool masters and even low-volume production tooling in-house in hours or days.
These parts and patterns are suitable for sand casting, spin casting, investment casting and metal hydroforming.
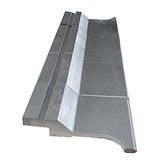
Sand Casting
Sand casting patterns, like the one explained in the example above, are commonly used for loose patterns, cope and drag patterns, split patterns and match plates. Producing sand moulds and cast metal parts is relatively straightforward; However, fabricating the patterns is often difficult, time-consuming and expensive.
The most common approach is to produce aluminium patterns using CNC machining. The biggest problems with this approach are the high cost and lengthy lead time, and difficulty when part geometry becomes more complex (like with gate and runner systems).
FDM patterns easily handle complex part geometry and are the best option when moulds are intended for prototype or production use, casting designs need verification, gate and runner refinements are likely, or when castings will be complex or large.
The benefits of FDM include:
- Pattern cost reduction of 50 to 70 percent
- Lead-time reduction of 30 to 70 percent
- Faster design revisions
- Interchangeable gate and runner system
Spin Casting
Parts built on a Fortus 3D Production Systems using FDM technology address the need for fast delivery of durable and accurate patterns. By replacing the machined metal patterns, the entire spin casting process, including pattern making, can be completed in as little as one day.
FDM is a viable pattern making option because its thermoplastic materials can endure the vulcanizing process. During vulcanization, the mould and its patterns are subjected to temperatures of 300 to 350 °F (149 to 177 °C) and pressures of 800 to 3,500 psi (5.5 to 24.1 MPa) for one to two hours. Fortus PC (polycarbonate) and PPSF (polyphenolsulfone) materials have performed under these conditions.
Like spin casting, FDM produces complex, intricate shapes with no impact on time or cost. Another similarity is that each is capable of producing multiple parts per cycle. These are not characteristics of machined patterns, and this is why FDM is a faster and more cost-effective solution. If a spin casting mould needs 25 patterns that have numerous features, including undercuts, a Fortus system can easily produce them in only a few hours.
Another advantage of FDM that is not true of machining or spin casting is that the production process is labourless and automated. While casting parts from one mould, the Fortus system can be working in the background making patterns for the next project. With FDM, spin casting can produce thousands of metal, plastic or wax parts in a single day.
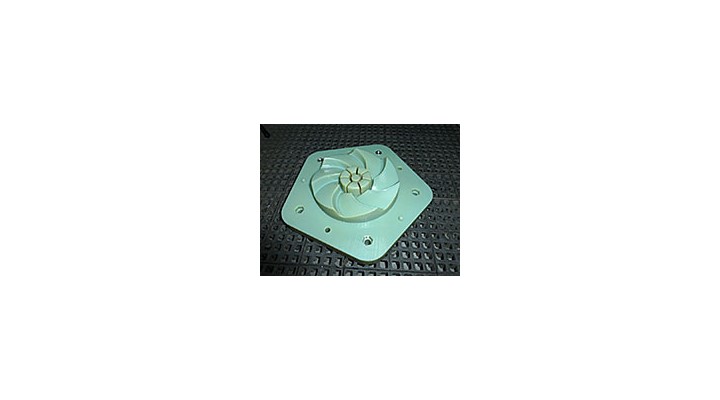
Investment Casting
Instead of the traditional wax pattern or master, an FDM master can be used as a direct replacement for traditional patterns that are injection moulded with foundry wax.
The only significant difference is that FDM material does not melt like wax. It burns, which leaves a small amount of ash, typically 0.021 percent, in the shell cavity. The ash is later removed in a shell washing operation. Venting should be added to the ceramic shells to speed the burnout of the FDM pattern.
Investment casting patterns need to be produced to close tolerances and with an excellent surface finish because any defects are reproduced in the finished part. The Stratasys Finishing Touch Smoothing Station uses a semi-automated process to improve the surface finish of FDM parts to near injection moulded quality without the labour or cost associated with traditional finishing.
Advancements in finishing technology have improved FDM parts to the point that hand finishing is no longer needed, making FDM a much stronger competitor in the investment casting market.
The wax patterns used in investment casting are typically produced using an injection moulding process and cost ranges from $5,000 to $25,000 and lead time to produce tooling is approximately two months. An FDM pattern can be produced in days and for only a fraction of the cost.
Metal Hydroforming
Hydroforming and rubber pad pressing dies or form tools are traditionally produced using a variety of materials and methods. Challenges with these methods include shortages of skilled labour, long lead times due to a backlog at the CNC machine, high cost of raw materials, and high cost and lead times due to outsourcing. FDM Production systems can help to alleviate these problems by producing thermoplastic tools in a fraction of the time.
FDM tools can help companies move from tool design to production in as little as a week. Many FDM tools can be completed in less than 24 hours with lights–out fabrication. Switching to FDM requires little change to current practices and procedures yet offers significant reductions in the time required to produce good parts. FDM reduces the cost for die production by 50% to 70% and reduces lead time by 60% to 80%.
There is virtually no limit to the geometries that can be produced with FDM so it is often possible to implement design improvements in the end product. In fact, 3D Production Systems offer greater cost and lead time advantages with more complex and organically shaped parts when compared to CNC machining.
Conclusion
Because of the problems associated with traditional pattern production, foundries have long been interested in 3D printing. With 3D printing systems like those available from Objective3D, foundries can fabricate patterns resulting in substantial savings in cost, labour and time, ultimately speeding new product development.