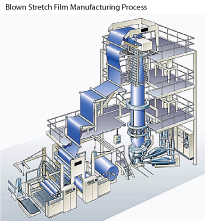
Manufacturing of Blown Film - All blown films, whether Mono (Single Layer) or Co-Extruded (two or more layers) have the granular resin and any additives fed by a heated screw barrel, forcing the molten resin into a circular die. The molten resin is then blown vertically upwards and outwards (commonly called a bubble). The Bubble is gradually cooled by air as it ascends the tower. At the top of the tower the film is nipped together and drawn down to the slitting and winding stations via guide rollers. Blown Film is the preferred manufacturing method to achieve higher Mechanical Properties. The manufacturing costs are higher because the bubble is cooled by air. This reduces the output per man-hour.
Manufacturing of Cast Film -Cast Film also starts by having granular resin fed into a heated screw barrel. The molten resin is then fed through a narrow slot die. The dimension of the die helps determine the finished width and thickness of the film. The molten resin is then fed over a chilled roller which rapidly cools and solidifies the film. .The film is then drawn through tension rollers to the slitting and winding stations.The philosophy behind manufacturing stretch film via the cast process has increased because it is the cheapest possible method of production (more output per man hour).
Application Differences -This is where the difference in mechanical properties between the two processes becomes very apparent. Blown film will feel very tough and resilient, whereas the Cast Film feels very soft and easy to stretch. The lower mechanical properties of the Cast Film are due to the single orientation of the molecular structure and fast cooling of the film. The Blown Film is cooled slowly and has a composite orientation of the molecular structure, thus increasing the mechanical properties of the film.
1. Holding Power - The Higher Mechanical Properties of the Blown Film will provide greater Load Retention/Holding Power. Slightly more force is required to stretch the Blown Film, and the enhanced mechanical properties make re-stretching the film once it’s applied extremely difficult = More Holding Power. Cast Films will break yield (stretch) easily. This is fine when applying the film (especially hand film). The negative is it breaks yield easily again (re-stretches) after it’s been applied. This allows your product to shift easily in transit, resulting in costly damages.
2. Memory -The stretching of film produced from LLDPE (Linear Low Density Polyethylene) excites the molecules, which causes the film to retract. Blown Film has a far higher degree memory. The composite orientation of the molecular chains produces a film that will contract in both MD (machine direction) and CD (cross direction) directions. Due to the single orientation of Cast Film, combined with the “softer” characteristics, a film is created with reduced memory.
3. Yield-Tests have shown that Blown Film has better elongation (stretches further) than Cast Film, although Blown Film does require a higher stretch ratio or more Force to achieve the higher yield. Any additional yield provided by the Cast Film is able to be counteracted by utilizing a lower micron Blown Film. The mechanical properties of the Blown Film provide the opportunity to down-gauge to a thinner film whilst still maintaining load stability on pallets. Thinner film means reduction in cost and less plastic waste for end users.
4. Tear Resistance -Tear Resistance of Blown Films is greater than Cast Film. This relates again to the different manufacturing processes (i.e. orientation of the molecular structures and cooling rates of the film.
5. Cling -Blown stretch film is produced with a 1-sided cling. The cling (Poly iso butylenes) is an additive that is fed in during the manufacturing process. It naturally migrates to the outer side of the film, ensuring single sided cling. Single sided cling is essential when transporting palletised goods. Placing the cling against the load eliminates the wrapped pallets sticking together in transport. Cast Film has a lower amount of cling added during manufacture because of the inherent cling that occurs. In all cases, cling is on both sides of Cast Film. This causes pallets that are touching to stick together, making it difficult to unload trucks or containers and causing the film to tear on pallets that are moving in transit.
6. Clarity -The Cast Film process achieves higher levels of clarity by casting the molten resin over a frozen roller, reducing crystallization. Blown Film is cooled slowly, increasing the crystallization and reducing the clarity. However, with our utilization of new technology resins, we have greatly enhanced our clarity to a point where bar code scanning is very reliable.
7. Gloss - Blown Film has less gloss. This reduces reflection under warehouse lighting, allowing easier product identification and scanning. Cast Film has higher gloss levels. This is normally a result of the type of resin used and cooling the film quickly. In general warehouse stretch wrapping operations, high gloss is not an advantage as it’s difficult to see or scan through the film while under warehouse lighting.
At Integrated Packaging, our philosophy is to produce premium quality film and sell it for what the product is worth. At the end of the day, a higher quality film will use less material to achieve the same or better quality of wrap, at a similar or lower cost per unit, wrapped. In addition, less waste will need to be disposed of. Our vast knowledge of film application by hand or machine will ensure this is a trouble free part of your operation.