

The 168 metre high platform will be installed in the North Sea west of the Shetland Isles, Scotland. Clair Ridge jackets have seven storage tanks, two drill water tanks and a base oil tank, in the Drilling Production (DP) jacket, and four diesel tanks in the Quarter Utility (QU) jacket.
The project specified the jackets to be metal sprayed, to protect from corrosion, using Arcspray equipment. The system for the internal storage tanks was to be sprayed with 200 – 300 microns Thermal Sprayed Aluminium (TSA), the drill water tanks were to be sealed with aluminium silicone and the base oil and four diesel tanks were to be left unsealed.
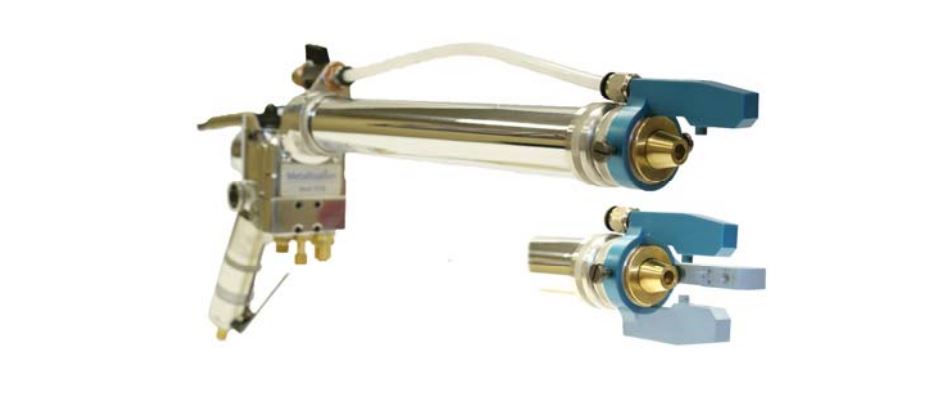
Due to the complexity and dimension of some of the jacket components, it was impossible to coat all of them using Arcspray equipment. Piping nozzles in diaphragms, pipe supports and difficult to access areas were coated using the Metallisation MK73 flamespray equipment and the deflected flamespray extension, which was designed specifically for difficult to access areas.
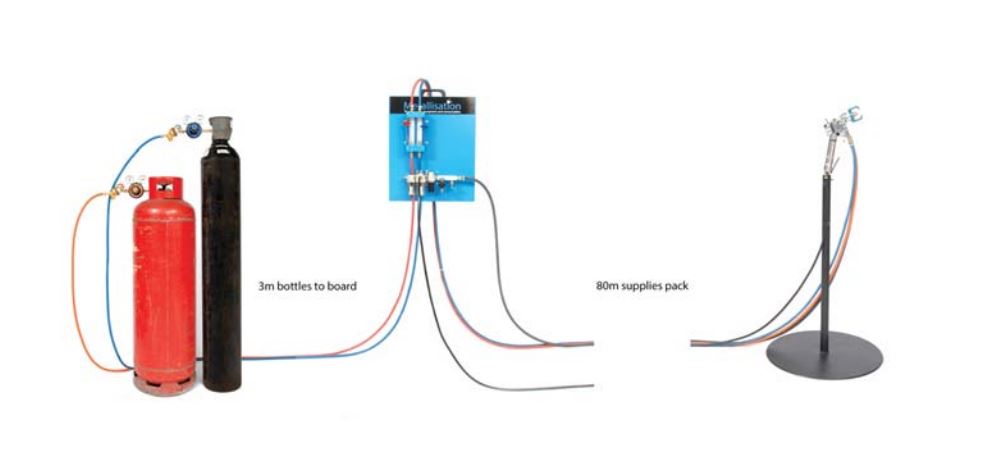
The major advantage of the MK73 system is the extra-long supplies package that accompanies the equipment, which in this instance made an extremely difficult spraying project much easier and safer.
To metal spray the internal surfaces of the pipes, the operators had to crawl within the pipes and, with a dimension of just three and a half metres or less, it was no mean feat. The 80 metre long supplies package allowed the operators to leave the control panel and gas bottles outside, enabling them to reach the difficult to access areas safely and effectively.
The Metallisation deflected flamespray extension is ideal for onsite use. It comes in three lengths, 150mm, 300mm and 450mm and can be used with either 3.17mm or 4.76mm wires.
The unit can spray directly forward or at a deflected angle, which can range from 00 to 900 by varying the deflector air pressure. The deflection nozzle can also be rotated through 1800 to allow spraying in a 3600 arc around the pistol.
Metallisation attended site for several days to train, support and customise the system to meet with the requirements of this demanding application. It was important for Metallisation to get good, first hand insight into the job, which enabled the team to fully understand the issues facing the customer.
Safety is obviously critical in these confined spaces and keeping the gas supply and control panel outside of the confined space greatly assisted in safe completion of the job. Inside the jacket access to some of the spray areas was very tight. The general flexibility of the MK73 flamespray system, combined with the deflected extension, made the job quicker and easier to complete.
In the Metallisation wire flamespray process, the raw material in the form of a single wire or cord, is fed by a driven roller system into the centre of an oxygen-gas flame, where it is melted.
An annular air nozzle then applies a jet of high-pressure air, which atomises and projects the molten material towards the workpiece. The molten spray solidifies instantly on the component surface to form a dense, strongly adherent coating that has no drying or curing time.
The driving of the wire is typically via an air motor and gearbox that forms part of the pistol. The gas fuel used varies, depending on the wire to be sprayed and, in some cases, the application. The two most common gas fuels used are Propane and Acetylene.
David Stowers, Lead Coating Inspector on the project, says: "I am very pleased with the performance of the MK73 system. It proved to be a really useful tool in helping us to reach a successful conclusion on the TSA scope of this project. The angled deflector extension arm was perfect to reach the most difficult surfaces. I wouldn't hesitate to recommend the Metallisation team and its equipment."





-205x205.jpg)












