


When robotics and welding operations come together on the shop floor, the results can include dramatic improvements in quality, better repeatability, faster production cycles, less downtime, and with all of this, an increase in profits.
New options in welding automation are broadening its application and its economic value as a production tool. More flexible programming and finely tuned digital communications between welding power sources, robotic arms and positioning equipment makes it possible to create a system that is economically justifiable and productive for manufacturing operations of almost any size.
Why automate?
The conventional wisdom has been that automated welding only made sense for longer runs of repetitive parts. Historically, the costs of fixturing and special work stations tended to create these limitations. New systems that combine easier programming, more flexible workholding, and cells that provide closer coordination between weld control, robotic motion and workpiece positioning promise to make all but the smallest jobs candidates for automation.
A company running different batches of 50 or 100 weldments now can gain many of the same benefits as one that is producing hundreds or even thousands of identical assemblies.
Larger firms too can benefit by automating their shorter run or more specialised production welding using a "packaged" pre-engineered system that is easily programmed to their changing needs. With strategic alliances between manufacturers of welding equipment, robotics and positioners, even custom cells are often within reach for small-lot applications.

In the past, manufacturers often looked at only their most complex parts as candidates for automation and concluded the investment wasn't economically justifiable. Today, more flexible systems minimise the need for dedicated fixturing and make it easy to switch production from one part to another. The 80/20 rule frequently applies, as eighty percent of a company's production typically represents only 20 percent of its part sizes. The new robotic welding cells make it easier to automate more of these simple, often repetitive jobs and to switch quickly from one to another.

The biggest reason to automate is that it makes economic sense. Robotic systems for short to medium run applications are now more affordable than ever. With a lower investment and greater productivity improvements, the return on investment (ROI) is greater than with larger, individually designed welding lines.
Consistent quality is another reason to automate. The fewer uncontrolled variables in the process, the higher the quality of the welds and the more uniform they will be. Improved quality levels and faster turnaround times also help to create greater customer satisfaction.
In contrast to custom fixtures, the flexible fixturing or workholding incorporated into the newest robotic cells makes it easy to switch back and forth between a variety of different products with little changeover time. This also increases productivity and improves ROI.
As with many skilled trades, there is a severe shortage of trained welding operators. This situation creates an "automation imperitive" in which it makes sense to transfer the skills to the machine and automate as many repetitive tasks as possible. Even when an operator is involved, labor content is lower. In a robotic welding cell, handling and welding occur simultaneously in two zones. While the operator loads and unloads in one zone, the robot welds in the other.


In the loop
Connectivity between the system's components is what makes welding automation different today from just a few years ago. New industrial communication networks now create a continuous loop for feedback and control of the entire process, from office computer to factory floor and back.
Digital communications make these systems much faster than analog controls. They provide more throughput and are more flexible as well. Moreover, it is easy to add parameters without adding more wires. Real time process evaluation and connectivity to the Internet makes it possible to monitor the process without hardwiring the components together, not only on the factory floor but remotely, in a control room or even at a totally different location.

Equipment manufacturers that previously functioned independently are forming more strategic relationships. By pooling their individual knowledge, they are able to design products that work together effectively as systems. A company with welding expertise that joins with a leading robotics manufacturer and a supplier of innovative positioning systems can offer automated welding solutions that are more effective than if a user tried to assemble a work cell independently. Moreover, the manufacturers of complementary equipment are blurring the lines between their individual firms and creating a new synergy as they cooperate on re-engineering each other's products to work together.
Most robotics manufacturers do their major product development overseas, which sometimes makes it more difficult to coordinate the design of a system in which all components communicate effectively with each other. To facilitate this exchange, at least one robotics firm has centered its development of products for the North American market in the U.S. while also maintaining its international resources. This "best of both worlds" approach allows the company to respond more quickly and effectively to local market needs.
Products linked into systems
By bringing together the right combination of equipment, software and communications technologies, manufacturers are now able to create technologically advanced arc welding platforms that provide seamless integration and high-speed communication between welding equipment, PLCs, remote I/Os, networked computers and everything from the plant floor to the office computer. With digital speed and accuracy, these systems control the welding process and equipment while also providing constant feedback to optimise quality and productivity. Using continuous feedback to a PC, process evaluation now can be accomplished in real time, without having to install separate external monitors.
An example of this capability has been created by Lincoln Electric through its Nextweld program. Nextweld technology provides seamless integration of Waveform Technology, digital communication, and welding consumable technology. Because arc waveforms may be shaped electronically using software, equipment with waveform control capabilities can deliver customised results for each application without the need to change electrical components.
Customised waveforms can be created upon request, and they can be downloaded from the web for real-time delivery. Working together in the system, computer software customises welding arc characteristics to match the task at hand. This allows a single machine to adapt quickly and easily to a wide range of welding applications with varying material specifications, weld positions and strength/appearance requirements. Inverter power sources are capable of running on virtually any power supply with a high efficiency rating for significant energy and cost savings. Digital communications provides faster, more reliable transfer of large volumes of data than analog methods.
A digital communications protocol for the arc welding industry, known as ArcLink, was first introduced by The Lincoln Electric Company at the 1997 American Welding Society (AWS) show. As an open protocol, it can be adopted and used by all companies in the welding industry and will allow more and more system components to communicate effectively. Such a protocol governs the exchange of information between devices or modules in an arc welding system and simplifies both interconnectivity and communications.
Typical modules may include a power source, a control box and wire drive. Peripheral equipment such as fume extractors and gas mixers also are included. Because a welding system is really just a collection of modules, a gateway module can provide links with other networks used in a company, including DeviceNet and Ethernet. With a standard protocol, system integrators will have greater flexibility in choosing welding equipment and peripherals and far fewer compatibility issues.
The modular nature of the protocol offers the integrator a wide variety of manufacturers and peripherals to choose from, and integrating them into the system will not require a custom design effort for each new system component.
Where to begin
When investigating automated solutions, it is important to check out the full range of capabilities available from potential suppliers. Some manufacturers can offer more depth than others in areas such as technical welding expertise, arc management, process refinements, spatter control and final weld quality. The right combination of equipment for welding, robotics and workholding or positioning will help to optimise cycle times and repeatability.
Compare the available offerings with your present requirements, but also make sure the system you choose has the best combination of capabilities and sophistication to meet future challenges. The manufacturer's team may use your drawings or CAD files to build a detailed computer model of your part and create a 3D animation that will accurately depict the proposed automated production process. This can provide several benefits, such as:
- Discover and eliminate bottlenecks, inefficiencies and safety issues
- Analyse how operator performance could impact production and flow
- Explore multiple part scheduling
- Verify and/or correct process assumptions and timing issues
- Examine alternate floor layouts to optimise space
- Identify potential torch/part/ tooling interference
- Estimate and study cycle time options to increase product throughput
A manufacturer's automation development team may even be able to help repurpose or upgrade your company's older robots for use in a new, more flexible system. In many cases, this approach can convert less productive, older machines into profitable assets.
CORSA Performance, Inc. increases production
CORSA Performance, Inc., of Berea, Ohio, is an engineering and manufacturing company that specialises in high performance stainless steel marine and automotive exhaust systems. CORSA enjoys an 85 per cent marine industry market share, and its Power-Pulse automotive mufflers have been utilised in a host of vehicles, including Corvettes, Camaros, Firebirds, Dodge Vipers, Cadillacs, Chevrolet and GMC Trucks.
The company needed to increase production volumes and eliminate bottlenecks caused by its manual GTAW welding methods. Weld quality was an equally important factor. Jim Browning, CORSA's owner and president, says, "When a CORSA system is pulled from the box, the first thing the customer notices is the welds. So while production speed was important to us, we also needed a system that would crate consistently high-quality, spatter-free welds."

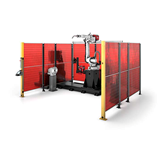
To meet these requirements, CORSA selected a Lincoln Electric System 10 robotic welding system. The pre-engineered, two-fixed table welding workstation is assembled and shipped ready to install. It utilises a six-axis Fanuc Arc Mate 50iL robotic arm with 3kg payload and a Fanuc R-J3 controller. The unit features a complete metal surround flash and safety barrier and bi-fold safety doors with interlocks. The operator is able to load and unload one side of the cell while the robot welds simultaneously on the other side, which facilitates excellent production rates.
Because of the thinness of the stainless steel parts, the system uses a Lincoln STT II power source. Unlike standard CV MIG machines, the STT has no voltage knob. Instead, it uses current controls to adjust the amperage, independent of the wire feed speed. This makes it much easier to make welds that require low heat input without melting through the base material. It also minimises distortion, spatter and smoke.
After the new robotic arc welding system was installed, welding production increased from 44 to 180 Power-Pulse mufflers per day. As a result, CORSA has since converted 12 of its manual welding stations to robotic stations. The company chooses parts for robotic welding based on their volume and throughput in the shop. "If a part is currently being MIG or TIG welded, I imagine the System 10 robot welding the part and then determine if the robot can do the job with proper fixtures," explains Paul Goth, Robot Programmer/Process Engineer.
One such part is the C5 Corvette and Camaro muffler, a long, 22-gauge cylindrical oval case of Type 304 stainless steel with an 18-gauge end cap. The robot makes two 28" fillet welds around the circumference of the part on each end cap. The thin case is prone to melt through, yet needs to have a weld with good penetration. CORSA uses a tri-mix gas (90 per cent helium, 7.5 per cent argon and 2.5 per cent CO2) with .035" 316L wire.
Before automation, it took one welder 20 minutes to weld a muffler, using GTAW. Today, the system produces a muffler in less than two minutes. Since a single production worker can operate the robot, the company's skilled welders have been reassigned to other welding duties. As a result, the robotic cell has increased daily production volumes by 500 per cent.
Another part CORSA now welds robotically is a marine silencer tip. It consists of a 16-gauge, 316L stainless steel formed case with a ring welded to it. The robot must make four small stitch welds to hold the ring inside the tube and then one continuous 12" circular weave weld around the outer circumference of the part.
For all marine parts, the company uses a tri-mix gas (90 per cent helium, 7.5 per cent argon and 2.5 per cent CO2) with .035" 316L wire. When the silencer tip was welded manually using TIG, the per-part welding time was three to five minutes. Today, the arc welding robot has slashed that to 35 seconds per part.
After welding, all parts are polished to either a satin or a mirror-like finish. "The advantage of STT technology is that we don't have to deal with spatter, so we can to straight to polishing, saving us labor time," says Goth. "The robot gives us high-quality MIG welds that look like TIG welds."
Harford Manufacturing reduces cycle time
At Harford Manufacturing, two automated welding systems reduced welding cycle time from 30 minutes to 8 minutes on a 12" excavator bucket. Manual welding time of excavator buckets varied depending on size between 30 minutes to one hour and 45 minutes. Harford specialises in supplying excavator buckets and quickhitches to the OEM market in the UK and Europe.
Production Manager Julian Garrood explains, "The ability to weld quickly to a high standard is a key element in our manufacturing process."
In 2000, the company began to focus on robotic welding to increase production. Based on past experience with its manual equipment, the company selected two Lincoln automated systems with the Arcmate 120i Robot and the FANUC R-J3 Controller. One cell welds various size buckets with consistent weld size and no post-weld cleanup, all leading to substantial overall cost reduction.
Welding Supervisor Kevin Holmes said, "The output of the robot has exceeded our expectations in terms of quality and quantity. We are achieving production increases in excess of 100 per cent, and the system is easy to use and reliable."
H-P Products gains new business with welding automation
At H-P Products, Inc., Canton, Ohio, six automated welding systems helped capture new business from GM and Chrysler. In June, 2002, the company already was on contract with major automotive manufacturers to fabricate stabiliser bars used in suspension systems. With talk of a new GM product line and Chrysler anxious to embark on a new business contract, H-P needed to raise production levels to handle the sudden, massive increase.

To meet the demand, the company added six new Lincoln automated welding systems to its production line, including four turntables and two fixed-table indexing systems. Each custom-made system includes a Power Wave 455R power source and a FANUC 100 J-3iB robot. With the systems, H-P now manufacturers a new GM product line, generating finished product for GM in only six months. H-P also won a new business contract with Chrysler, and production levels have soared.
Tandem MIG "bolsters" output at Garden State Chassis by 500 percent
Manual MIG (GMAW) welding of rear bolster assemblies was too slow to keep up with current orders at Garden State Chassis, Woodbridge, New Jersey, a major producer of high-quality chassis for loading and unloading ship cargo.
The company switched to Lincoln's Automated Tandem MIG system and increased production by 500 percent. Rather than two arcs welding simultaneously on each side of the bolster at conventional travel speeds, the Tandem MIG system allows two arcs to make a single weld at travel speeds that are four to five times faster. Tandem MIG is a dual wire, high-speed welding process that coordinates two separately generated GMAW arcs in unison to create one finished weld.
With two arcs, the process yields exceptionally high travel speeds, and in Garden State's case, speeds exceeded 40 inches per minute - more than 2 -1/2 times faster than competitive systems. Not only does the process offer faster speeds, it also offers superb weld quality with minimal spatter, ideal for the highly visible bolster assembly welds. High quality with low spatter is largely due to the system's Power Wave power source, which features Waveform Control Technology and controls the weld puddle and arc interaction based on the specific application.

Pat Picazio, Director of Purchasing for Garden State Chassis states, "We can't believe the difference it has made in our production abilities, especially as the volume of business increases. We were afraid the automated system wouldn't hold up under our shop conditions, but it runs eight hours a day, five days a week non-stop without problems."
These examples illustrate just a few of the many ways that new, more flexible automated welding systems are increasing productivity, improving quality and boosting profitability at companies both large and small.
































-205x205.jpg)