
Fierce competition has broken out in the automotive industry. Who can build the lightest car? The less a vehicle weighs, the more likely it is to meet maximum energy efficiency requirements. Cars of the future will be measured by their fuel consumption and CO2 emissions.
Regardless of whether the car is powered by an electric drive system, a hybrid drive, or has a conventional combustion engine - the lightweights will come out top! However, car bodies must lose none of the necessary rigidity.
Modern car body engineers are experimenting with suitable compound materials, combining different metals such as steel and aluminium. This meant a rethink of the assembly processes. With these material pairings, conventional fastening techniques such as resistance welding are extremely impractical and have to be achieved by other joining processes. Fasteners such as rivets are experiencing a revival, where access to the fastening point is possible from both sides.
If access from both sides is not possible, an alternative fastening process is required. In such situations screw fastenings made with flowform screws come to the fore as the solution to the problem. Flowform screws create a very high-strength fastening and form a process-reliable joint for different types of sheet metal.
In industrial robotic manufacturing processes, these modern fasteners are placed by automated screwdriving systems. This is a market where DEPRAG, the well-known supplier of fastening technology, is currently providing some up-to-date developments.
The new DEPRAG system is recommended principally due its ability to adjust flexibly in places where space is very tight. Sales Manager Jürgen Hierold points out: "Robot screwdrivers are specially designed to deal with situations where space is limited. By using a 1:1 ratio offset gear to offset the drive motor and screwdriving axis to the side the screwdriving system can address screw positions located as little as 14 millimetres away from an obstacle!"
The screw module can turn in any direction, so can be easily deployed in any position. DEPRAG SCHULZ GMBH u. CO. is a byword in the automation industry. Established product lines such as the proven MINIMAT-EC and MICROMAT-EC hand-held screwdrivers, DEPRAG measurement technology, DEPRAG feeder technology as well as its screwdriving stations and assembly systems have proven themselves a hundred-fold. These well-established technologies form the basis of the new flowform screwdriving system.
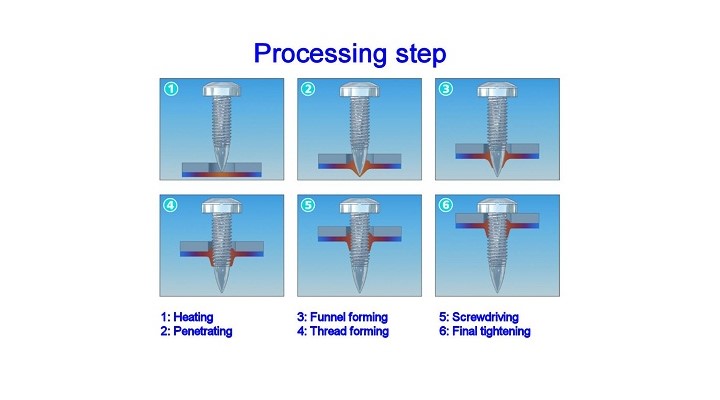
What happens when a flowform fastening is made? There are six steps involved in inserting these special screws, which are supplied by several well-known manufacturers. A flowform screw is positioned onto the aluminium or steel sheet, which has not been pre-drilled, and the screwdriving process begins. The screw is applied with a high down-force, and rotates at high speed, generating a high level of friction heat, which first of all forms a "crater". As it goes through the sheet metal the screw creates a "through-funnel", which allows the forming of a multiple thread at reduced pressure. This produces a machine thread which can also accept a "normal" screw in the event that a repair is required.
Once the thread has been formed, the speed reduces and the screw is tightened to preliminary torque values. The final fastening is then tightened to the pre-configured torque and angle parameters. The entire process generally takes less than 2 seconds. Additional fastener elements such as nuts or bolts are not required, because the screw's through-hole and thread are optimally adapted at assembly. The screw "sits" correctly. There is no need to pre-drill or punch the component.
Flowform fasteners have now become an established technique used by car body engineers in the automotive industry. In automotive plants, robot-supported screwdriving systems process com

-160x160-state_article-rel-cat.png)