
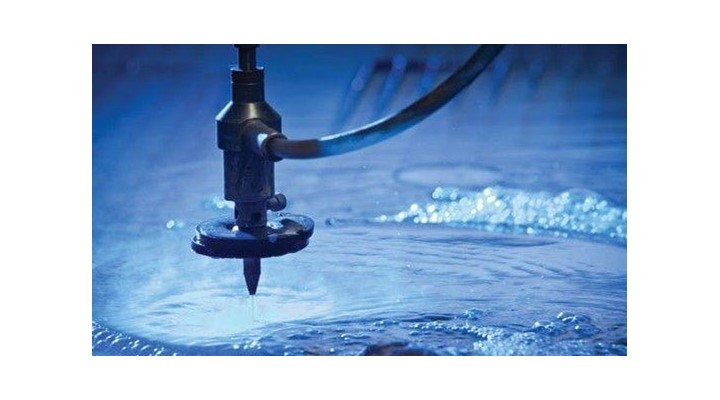



The water jet is at ultra-high pressure – typically 50,000 to 60,000 PSI and mixed with garnet abrasive. The sheet being cut is often submerged in a tank of water to reduce the resulting noise. The high pressure is created by a special pump designed for the purpose.
Advantages
Waterjet cutting is an economical way to cut 2D shapes in a very wide range of materials with no tooling costs. The unique process provides reasonably good edge quality, no burrs and usually eliminates the need for secondary finishing processes. Waterjets also generate no heat so the material edge is unaffected and there is no distortion. Creating custom part this way can cut single or multi-layer materials from as thin as .001″ to as thick as several inches. The process yields no poisonous gas when cutting plastics or rubber. No custom tooling is normally needed, making it economical for short and medium runs.
Shapes
Shapes possible include 2D shapes with cutouts of almost any complexity. Examples of parts that are often cut this way include Enclosures, Brackets, Robot Parts, Washers, Front Panels, Sheet Metal Boxes, Motorcycle Parts, Auto Parts, mechanisms, chassis, etc.
Cost Reduction
Cost reduction options include reduction of total cut length, reduction in a number of holes and cutouts and reduction of material hardness and thickness.
Materials
Almost any material, no matter hard or soft, can be cut by waterjet: Aluminum, Stainless Steel, Copper, Nylon, Steel, Acetal, Polycarbonate, Polystyrene, Fiberglass, Brass, Carbon fibre, PTFE, Titanium, ABS, PVC, Sterling Silver, Spring Steel, Bronze, Rubber, Foam, Marble, Laminates, Gasket material, Granite. Ceramics, etc.
Very few materials are impractical including some types of glass and some types of wood.
Design Considerations
- Edges are good but usually not as smooth as milling or punching.
- Some spots along the edge, such as where the cut ends, maybe less smooth.
- The edges of the cut part generally have a dull finish.
- Kerf width is typically ~.060″, hence inside corners will be rounded to ~.03″ radius.
- There may be some hazing on the surface – especially near the edges.
- Thin flimsy structures and shapes where a high proportion of the material is removed may present difficulty in meeting dimensional and flatness tolerances.
- Edges will be slightly sloped – the bottom side will have slightly more material at the edge than the dimensioned top side.







-160x160-state_article-rel-cat.png)








-205x205.jpg)




